





About Us
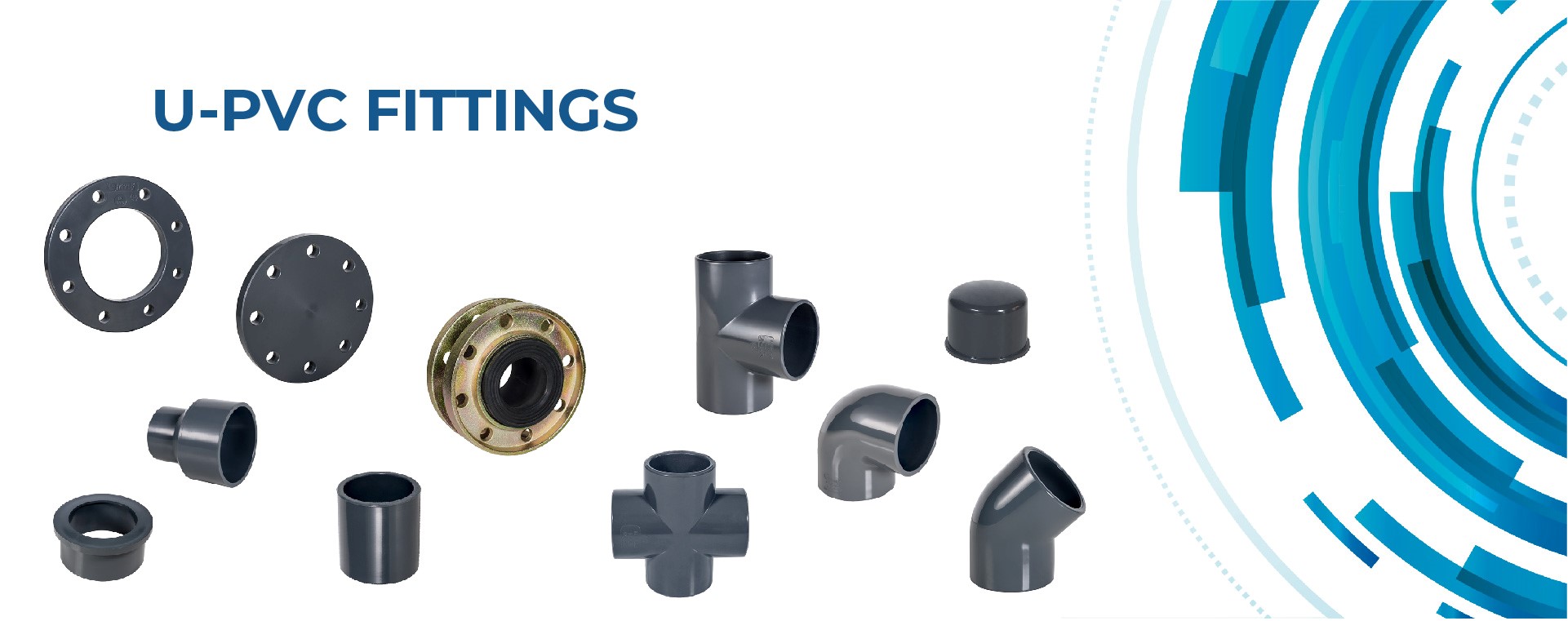
STAR WATER TECHNOLOGY is a recognized leader in the production of high-performance UPVC pipe fittings and valves. Our entry into the plastic injection moulding industry began in 2003. By 2005, with the critical support and expertise of our parent company, GEMAŞ GENEL MÜHENDİSLİK AŞ, we successfully launched the production of our signature UPVC (Unplasticized Polyvinyl Chloride) product line. Why UPVC? The STAR WATER TECHNOLOGY Advantage Our commitment to UPVC is driven by its exceptional characteristics, which perfectly meet the rigorous demands of high-pressure fluid transfer systems across various sectors: Superior Quality and Strength UPVC offers high ...





News





Our factory located in İzmir ITOB Organized Industrial Zone.